Ropes - Made in Germany
For years, EDELRID ropes have stood for quality, safety, and optimum handling ‘Made in Germany’. In our in-house rope production facilities, we combine 160 years of tradition with innovation and research. We use great care to create high-end products for our work safety segment where people who work at height, arborists, and rescue teams can find suitable ropes and lifelines for all uses.
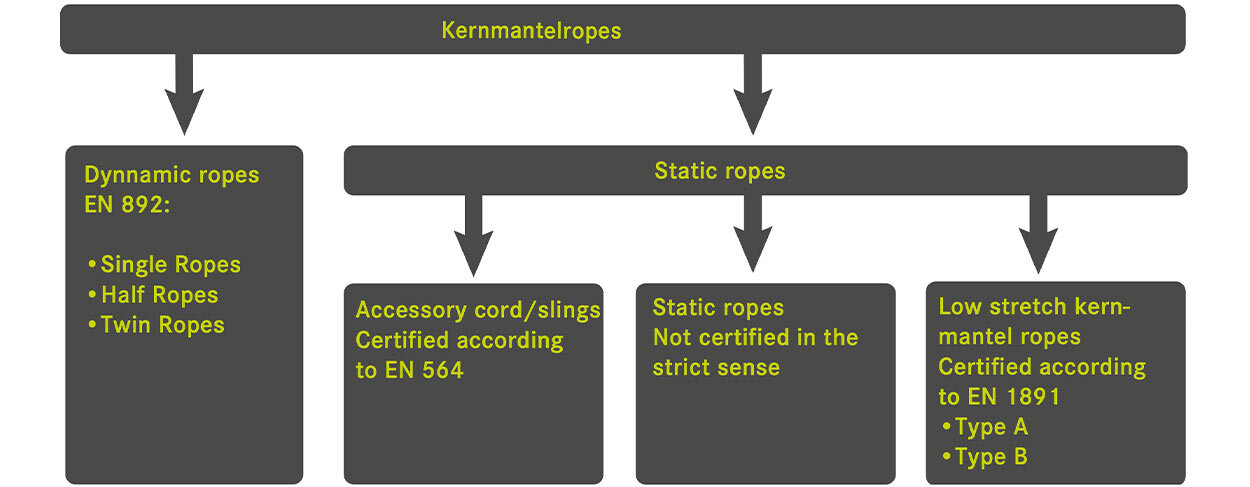
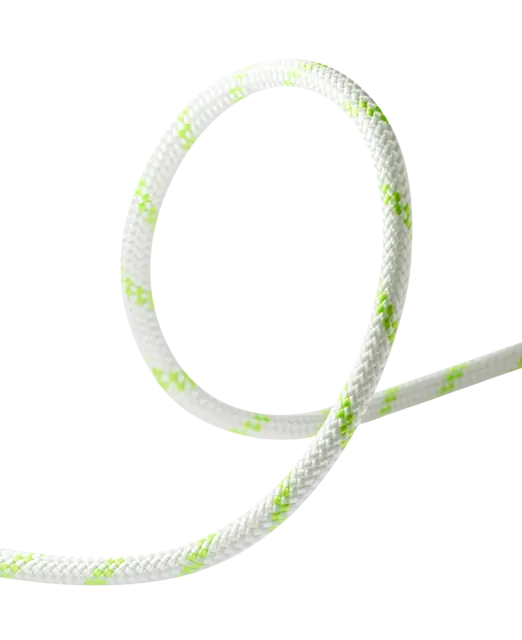
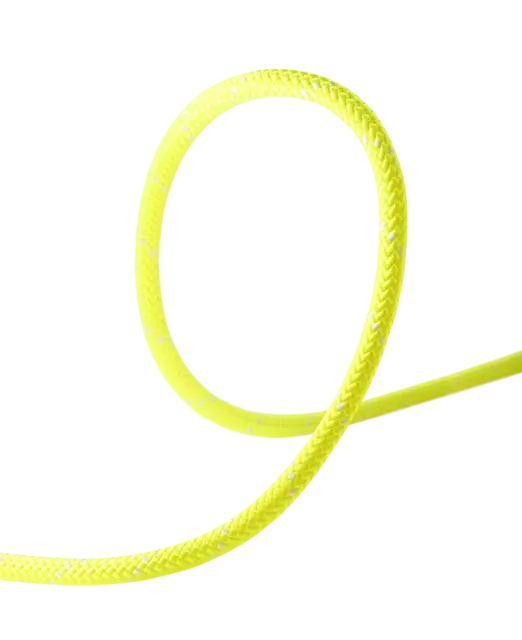
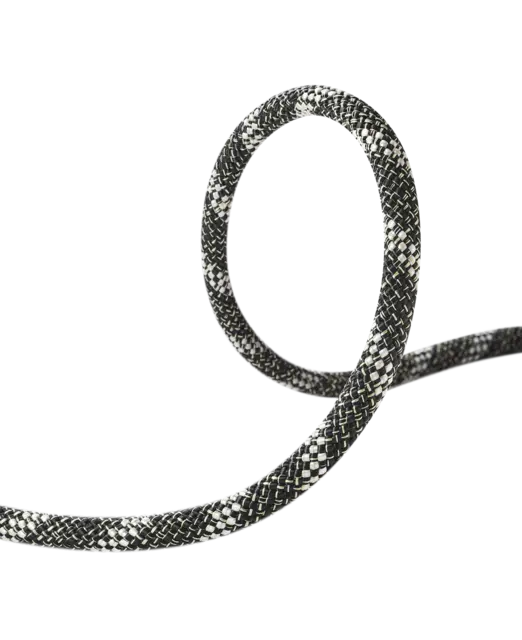
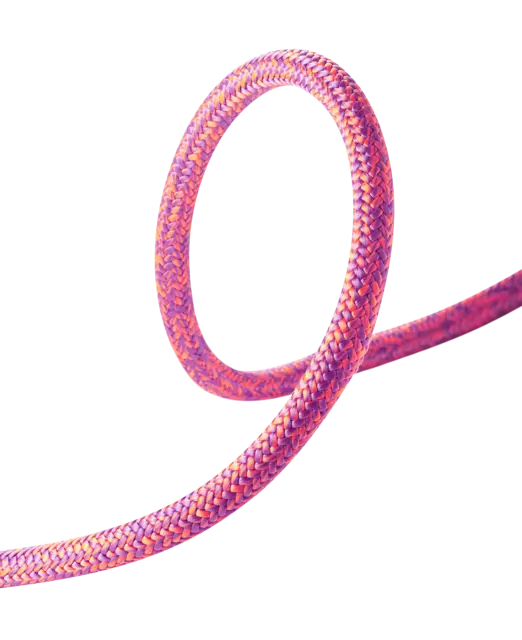
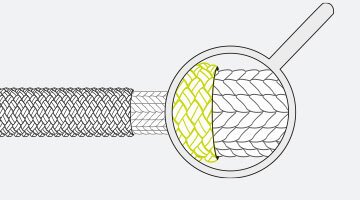
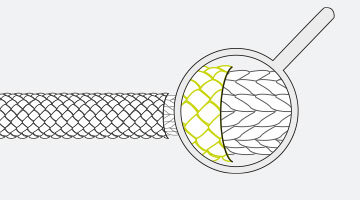
Our selection of kernmantle ropes ranges from ropes made from 100 % polyamide or polyester to specialist products with aramid or Dyneema® fibers.